


 русский
русский Français
Français 日本語
日本語 Latine
Latine 한국어
한국어 Tiếng Việt
Tiếng Việt ไทย
ไทย বাংলা
বাংলা عربى
عربى Hrvatski
Hrvatski čeština
čeština dansk
dansk Nederlands
Nederlands Pilipino
Pilipino Suomalainen
Suomalainen Deutsch
Deutsch Magyar
Magyar Indonesia
Indonesia italiano
italiano Gaeilge
Gaeilge Bahasa Melayu
Bahasa Melayu فارسی
فارسی norsk
norsk Polskie
Polskie Português
Português Română
Română Español
Español Slovák
Slovák svenska
svenska Türk
Türkเรียนรู้เกี่ยวกับข้อมูลนิทรรศการอุตสาหกรรมและกิจกรรมล่าสุดในบริษัทของเรา
• เครื่องเจียรมีด CNC ใช้การควบคุมโปรแกรม PLC ซึ่งใช้งานง่าย รวดเร็ว มีเสถียรภาพ เชื่อถือได้ และเ...
See Detailsขั้นตอนพื้นฐานสำหรับการใช้ก เครื่องเจียรมีดตรง ปฏิบัติตามลำดับที่มีโครงสร้าง: การเตรียมและการตรวจสอบเครื่องจักร การติดตั้งใบมีดและการติดตั้งฟิกซ์เจอร์ การกำหนดค่าพารามิเตอร์การเจียร ตัวการเจียรเอง การตรวจสอบขอบกราวด์ และการตกแต่งขั้นสุดท้ายหรือการทำความสะอาด การดำเนินการแต่ละขั้นตอนอย่างถูกต้องถือเป็นสิ่งสำคัญเพื่อให้ได้คมตัดที่แม่นยำและแม่นยำทางเรขาคณิต โดยไม่ทำให้ใบมีดหรือเครื่องจักรเสียหาย หัวข้อด้านล่างนี้อธิบายทุกขั้นตอนโดยละเอียดในทางปฏิบัติ พร้อมคำแนะนำเกี่ยวกับการตั้งค่าทั่วไป ข้อกำหนดด้านความปลอดภัย และจุดตรวจสอบคุณภาพ
เครื่องเจียรมีดตรงเป็นระบบการเจียรที่แม่นยำซึ่งออกแบบมาโดยเฉพาะสำหรับใบมีดและชิ้นงานที่มีขอบตรงยาว — ชนิดที่ใช้ในการผลิตกระดาษ การพิมพ์ งานไม้ สิ่งทอ การแปรรูปอาหารและการตัดพลาสติก ต่างจากเครื่องเจียรแบบตั้งโต๊ะหรือเครื่องเจียรเครื่องมืออเนกประสงค์ เครื่องเจียรมีดตรงมีโต๊ะทำงานและระบบฟิกซ์เจอร์เฉพาะซึ่งออกแบบมาเพื่อยึดใบมีดยาวให้แบนและแข็งตลอดความยาวของแผ่นเจียร ซึ่งจะช่วยขจัดการโยก การเบี่ยงเบนด้านข้าง และแรงกดที่ไม่สม่ำเสมอซึ่งอาจสร้างรูปทรงขอบที่ไม่สอดคล้องกัน
ตัวอย่างเช่น เครื่องเจียรมีดตรงซีรีส์ MDD ใช้ล้อขัดคุณภาพสูงและเทคโนโลยีการเจียรขั้นสูงเพื่อให้แน่ใจว่ามีพื้นที่สัมผัสขนาดใหญ่และสม่ำเสมอระหว่างล้อและพื้นผิวใบมีด สิ่งนี้ช่วยเพิ่มการกำจัดวัสดุสูงสุดต่อการผ่าน ปรับปรุงความสม่ำเสมอของผิวสำเร็จ และเนื่องจากความร้อนถูกกระจายไปทั่วพื้นที่กว้างขึ้น จึงช่วยลดความเสี่ยงของความร้อนสูงเกินไปเฉพาะจุดที่อาจเปลี่ยนอารมณ์ของใบมีดหรือทำให้เกิดการบิดงอได้ การทำความเข้าใจว่าเครื่องจักรบรรลุเป้าหมายนี้ได้อย่างไรช่วยให้ผู้ปฏิบัติงานตั้งค่าและตัดสินใจพารามิเตอร์ได้ดีขึ้นในแต่ละขั้นตอนของกระบวนการ
ก่อนที่จะวางใบมีดบนเครื่องจักร การตรวจสอบก่อนการทำงานอย่างละเอียดจะช่วยปกป้องทั้งผู้ปฏิบัติงานและชิ้นงาน การข้ามขั้นตอนนี้เป็นสาเหตุหลักของผลลัพธ์การเจียรที่ไม่ดีและอุปกรณ์เสียหาย
ล้อเจียรเป็นส่วนประกอบที่สำคัญที่สุดด้านความปลอดภัยของเครื่องจักร ก่อนสตาร์ท ให้ตรวจสอบล้อด้วยสายตาว่ามีรอยแตก รอยแตก หรือการสึกหรอที่ไม่สม่ำเสมอหรือไม่ ล้อที่ร้าวอาจสลายตัวเมื่อทำงานอย่างรวดเร็ว ส่งผลให้เกิดอันตรายร้ายแรง ห้ามใช้งานล้อที่แสดงรอยแตกร้าวที่มองเห็นได้ ไม่ว่าจะเล็กน้อยก็ตาม ตรวจสอบว่าติดตั้งล้ออย่างถูกต้อง - มีหน้าแปลนอย่างเหมาะสม โดยมีกระดาษซับ (ปะเก็นกระดาษ) เข้าที่ และขันน็อตยึดตามข้อกำหนดของผู้ผลิต หากไม่ได้ใช้งานล้อเมื่อเร็วๆ นี้ ให้ปล่อยให้ล้อทำงานด้วยความเร็วทำงานอย่างน้อยหนึ่งนาทีโดยไม่มีการสัมผัสชิ้นงานก่อนเริ่มบด
ตรวจสอบว่าเติมอ่างเก็บน้ำน้ำหล่อเย็นถึงระดับที่ถูกต้อง และหัวฉีดน้ำหล่อเย็นเล็งไปที่บริเวณหน้าสัมผัสของใบล้ออย่างเหมาะสม สารหล่อเย็นมีจุดประสงค์สองประการ: ลดอุณหภูมิการเจียรเพื่อปกป้องการรักษาความร้อนของใบมีด และไล่เศษ (เศษโลหะจากการบด) ออกจากบริเวณหน้าสัมผัส เพื่อป้องกันการตัดซ้ำและรอยขีดข่วนบนพื้นผิว ยืนยันว่าปั๊มน้ำหล่อเย็นทำงานอย่างถูกต้อง และไม่มีท่ออุดตันหรือการเชื่อมต่อรั่ว
เช็ดพื้นผิวโต๊ะทำงานและพื้นผิวหัวจับแม่เหล็กให้สะอาดด้วยผ้าไม่เป็นขุย แม้แต่เศษหรืออนุภาคเล็กๆ บนพื้นผิวโต๊ะก็จะทำให้ใบมีดวางไม่เท่ากัน ทำให้เกิดข้อผิดพลาดในการเอียงไปที่มุมเอียงของพื้น ตรวจสอบว่าโต๊ะเลื่อนได้อย่างอิสระตลอดระยะการเคลื่อนที่ และกลไกการล็อคโต๊ะทำงานอย่างถูกต้อง

ก่อนที่จะติดตั้งใบมีด ให้ประเมินสภาพปัจจุบันเพื่อพิจารณาว่าควรเข้าใกล้เซสชั่นการเจียรอย่างไร
การติดตั้งใบมีดที่ถูกต้องเป็นปัจจัยที่สำคัญที่สุดประการเดียวในคุณภาพของคมตัด ใบมีดที่ยึดอย่างแน่นหนาจะสั่นสะเทือนในระหว่างการเจียร ทำให้เกิดขอบหยักหรือไม่สม่ำเสมอ และในกรณีที่รุนแรง ใบมีดอาจขยับหรือดีดออกจากฟิกซ์เจอร์
วางใบมีดให้แบนราบกับโต๊ะทำงานโดยให้ขอบหันเข้าหาล้อ จัดแนวด้านหลังของใบมีดให้ชิดกับรั้วอ้างอิงของโต๊ะ หรือหยุดเพื่อให้แน่ใจว่าใบมีดอยู่ในแนวสี่เหลี่ยมในทิศทางการเคลื่อนที่ของโต๊ะ บนเครื่องจักรที่มีหัวจับแบบแม่เหล็ก ให้เปิดใช้งานการยึดด้วยแม่เหล็ก ซึ่งจะให้แรงจับยึดขนาดใหญ่และสม่ำเสมอทั่วใบมีดตลอดความยาวของใบมีด โดยไม่เกิดความเข้มข้นของความเค้นอย่างที่แคลมป์เชิงกลสามารถทำได้
สำหรับใบมีดที่บางเกินไปสำหรับการยึดด้วยแม่เหล็กที่เชื่อถือได้ หรือสำหรับใบมีดที่ไม่ใช่เหล็กซึ่งหัวจับแม่เหล็กไม่สามารถจับได้ ให้ใช้ระบบยึดเชิงกลของเครื่อง ใช้แคลมป์เป็นระยะสม่ำเสมอตามความยาวใบมีด — โดยทั่วไปทุกๆ 200–300 มม. สำหรับใบมีดที่ยาวกว่า 600 มม. ขันแคลมป์ให้แน่นเท่าๆ กันเพื่อหลีกเลี่ยงไม่ให้ส่วนโค้งด้านข้างเข้าไปในใบมีด โต๊ะทำงานและระบบฟิกซ์เจอร์ของซีรีส์ MDD ได้รับการออกแบบมาเป็นพิเศษเพื่อรักษาใบมีดและชิ้นงานที่ยาว มีความเสถียรตลอดขั้นตอนการเจียร ลดการสั่นหรือการเบี่ยงเบนตำแหน่ง ซึ่งจะทำให้เรขาคณิตของขอบลดลง
เครื่องเจียรมีดตรงส่วนใหญ่จะเอียงโต๊ะทำงานหรือหัวเจียรเพื่อกำหนดมุมเอียงที่ต้องการ มุมเอียงทั่วไปสำหรับมีดตรงอุตสาหกรรมมีตั้งแต่ 15° ถึง 35° ขึ้นอยู่กับการใช้งาน: มุมล่าง (15°–20°) สำหรับการตัดกระดาษและฟิล์มอย่างละเอียด มุมชัน (25°–35°) สำหรับงานไม้และวัสดุที่มีน้ำหนักมาก ตั้งมุมโดยใช้สเกลไล่ระดับของเครื่อง และล็อคให้แน่นก่อนดำเนินการต่อ ตรวจสอบมุมที่ตั้งไว้กับข้อกำหนดเดิมของใบมีดหรือมุมที่แนะนำของผู้ผลิตสำหรับการใช้งานที่ต้องการ
การตั้งค่าพารามิเตอร์การเจียรที่ถูกต้องก่อนการตัดครั้งแรกจะเป็นตัวกำหนดทั้งประสิทธิภาพของกระบวนการและคุณภาพของผลลัพธ์ ตัวแปรหลักในการกำหนดค่า ได้แก่ ความเร็วล้อ ความเร็วการหมุนของโต๊ะ ความลึกของการตัดต่อการรอบ และอัตราการไหลของน้ำหล่อเย็น
| พารามิเตอร์ | ช่วงทั่วไป | ผลของการตั้งค่าสูงเกินไป | ผลของการตั้งค่าต่ำเกินไป |
|---|---|---|---|
| ความเร็วของล้อเจียร | 1,400–2,800 รอบต่อนาที (แตกต่างกันไปตามขนาดเส้นผ่าศูนย์กลางล้อ) | ความร้อนสูงเกินไป เสี่ยงต่อการแตกหักของล้อ | ผิวงานไม่ดี โหลดล้อได้ |
| ความเร็วการเคลื่อนที่ของโต๊ะ | 2–15 ม./นาที | รอยพูดคุย การกำจัดที่ไม่สม่ำเสมอ | ความร้อนเกิน ล้อเคลือบ |
| ความลึกของการตัดต่อการผ่าน | 0.01–0.05 มม. (การหยาบ); 0.005–0.01 มม. (การเก็บผิวละเอียด) | การเผาไหม้ การบิดงอของใบมีด | จำเป็นต้องมีการจ่ายบอลมากเกินไป, ไม่มีประสิทธิภาพ |
| อัตราการไหลของน้ำหล่อเย็น | 5–20 ลิตร/นาที ขึ้นอยู่กับขนาดล้อ | สาด, ล้อไม่สมดุลหากมากเกินไป | ความร้อนสูงเกินไป การอพยพของเศษไม่ดี |
ตามกฎทั่วไป ให้ใช้ระยะกินลึกที่มากขึ้นและมีความเร็วในการหมุนเร็วขึ้นสำหรับการกลึงหยาบ (ขจัดความเสียหายหรือฟื้นฟูมุมเอียงที่สึกหรออย่างมาก) จากนั้นลดทั้งสองอย่างสำหรับการกลึงเก็บผิวละเอียด การผ่านหนึ่งหรือสองครั้งสุดท้ายควรใช้ระยะกินลึกไม่เกิน 0.005–0.01 มม. เพื่อสร้างขอบที่ละเอียดและสม่ำเสมอโดยไม่เสี่ยงต่อความเสียหายจากความร้อน
เมื่อยึดใบมีด ชุดมุม และพารามิเตอร์ที่กำหนดค่าไว้แล้ว การดำเนินการเจียรก็สามารถเริ่มต้นได้ ลำดับมีดังนี้:
ตลอดการเจียร ให้ตรวจสอบอุณหภูมิของใบมีดด้วยการสัมผัสที่ปลายที่ไม่ต่อกราวด์ระหว่างรอบการเจียร หากใบมีดให้ความรู้สึกอุ่นมากกว่าเมื่อสัมผัส ให้เผื่อเวลาในการระบายความร้อนเพิ่มเติมระหว่างรอบรอบ หรือเพิ่มการไหลของน้ำหล่อเย็น การเปลี่ยนสีของใบมีด (สีฟางสีน้ำเงินหรือสีน้ำตาลบนหน้าเอียง) บ่งชี้ว่าเหล็กได้รับความร้อนสูงเกินไป และการบำบัดความร้อนอาจมีการเปลี่ยนแปลง — หากสิ่งนี้เกิดขึ้น ให้หยุดและประเมินพารามิเตอร์อีกครั้ง
การตกแต่งล้อเจียรเป็นส่วนที่มักถูกมองข้าม แต่เป็นส่วนสำคัญของกระบวนการเจียรมีดแบบตรง เมื่อล้อเจียร พื้นผิวการตัดจะเต็มไปด้วยอนุภาคโลหะ และเม็ดขัดจะมัวหมองและเป็นกระจก ล้อเคลือบจะสูญเสียความสามารถในการตัด เกิดความร้อนมากขึ้น และทำให้พื้นผิวมีคุณภาพแย่ลง
ตกแต่งล้อโดยใช้ชุดตกแต่งในตัวเครื่อง ซึ่งโดยทั่วไปแล้วจะเป็นชุดแต่งเพชรที่ติดตั้งอยู่บนรางเลื่อนขวาง กระบวนการตกแต่งจะขจัดชั้นบางๆ ออกจากพื้นผิวล้อ เผยให้เห็นเม็ดขัดที่คมและสดใหม่ และคืนรูปทรงทรงกระบอกที่แท้จริงของล้อ ตกแต่งล้อก่อนเริ่มการเจียร เมื่อใดก็ตามที่ล้อดูเหมือนเป็นกระจกหรือพื้นผิวเสื่อมสภาพ และหลังจากการตรวจสอบล้อใดๆ หลังจากการชนหรือความเสียหาย แผ่นปิดผิวทั่วไปจะขจัดขนาดเส้นผ่านศูนย์กลางล้อ 0.01–0.02 มม. และเคลื่อนผ่านเพชรข้ามหน้าล้อด้วยความเร็ว 100–300 มม./นาที
หลังจากการเจียรเสร็จสมบูรณ์ จะต้องตรวจสอบใบมีดก่อนที่จะส่งกลับเข้าใช้งานหรือประกาศว่าเสร็จสิ้น การตรวจสอบอย่างเป็นระบบครอบคลุมสิ่งต่อไปนี้:
การทดสอบความคมชัดในการใช้งานที่ง่ายที่สุดคือการทดสอบชิ้นกระดาษ: จับแถบกระดาษในแนวตั้งแล้ววาดขอบใบมีดพาดผ่าน ใบมีดคมสามารถหั่นได้อย่างหมดจดโดยมีแรงต้านทานน้อยที่สุด ใบมีดทื่อหรือชำรุดฉีกขาดหรือติด เพื่อความแม่นยำที่สูงขึ้น การตรวจสอบขอบด้วยเลนส์ด้วยแว่นขยาย (กำลังขยาย 10×–20×) สามารถเผยให้เห็นเศษไมโคร การก่อตัวของขอบลวด หรือรอยขีดข่วนบนพื้นผิวที่การทดสอบกระดาษอาจตรวจไม่พบ
ใช้เกจวัดมุมเอียงหรือไม้โปรแทรกเตอร์ดิจิตอลเพื่อยืนยันว่ามุมเอียงกราวด์ตรงกับมุมที่ระบุ แม้แต่การเบี่ยงเบนจากมุมเป้าหมาย 1°–2° ก็อาจส่งผลต่อประสิทธิภาพการตัดและอายุการใช้งานใบมีดในการใช้งานที่แม่นยำ หากมุมที่วัดเบี่ยงเบนไปจากข้อกำหนด ให้ปรับการตั้งค่าการเอียงโต๊ะและทำการแก้ไขก่อนที่จะยอมรับขั้นสุดท้าย
วางใบมีดให้แบนราบบนแผ่นพื้นผิว และใช้ตัวระบุหน้าปัดหรือเกจวัดความรู้สึกเพื่อตรวจสอบส่วนโค้งหรือบิดที่เกิดขึ้นระหว่างการเจียร สำหรับใบมีดที่ใช้ในงานตัดที่แม่นยำ โดยทั่วไปความทนทานต่อความตรงจะอยู่ที่ 0.05 มม. หรือดีกว่าตลอดความยาวใบมีดทั้งหมด ใบมีดที่บิดเบี้ยวระหว่างการเจียรจะต้องได้รับการประเมินใหม่ การบิดเบี้ยวที่เกิดจากการเจียรมักเกิดจากความร้อนสูงเกินไป และเป็นสัญญาณว่าจำเป็นต้องปรับเปลี่ยนพารามิเตอร์
ตรวจสอบพื้นผิวเอียงภายใต้แสงคราดหรือด้วยเครื่องเปรียบเทียบพื้นผิว พื้นผิวพื้นดินควรมีรอยเจียรที่ขนานกันตลอดความยาวทั้งหมด โดยไม่มีรอยฟักข้าม รอยไม่สม่ำเสมอ หรือรอยไหม้ ความหยาบผิว (Ra) ที่ 0.4–0.8 µm เป็นเรื่องปกติสำหรับการกลึงผิวสำเร็จอย่างถูกต้องบนเครื่องเจียรมีดตรง
การเจียรมักจะทำให้เกิดขอบลวด (เรียกอีกอย่างว่าเสี้ยน) ซึ่งเป็นเศษโลหะบาง ๆ ที่พับอยู่เหนือขอบด้านตรงข้ามกับมุมเอียงของพื้น ต้องถอดขอบลวดนี้ออกก่อนที่ใบมีดจะสามารถทำงานได้อย่างถูกต้อง
สำหรับมีดตรงอุตสาหกรรมส่วนใหญ่ ขอบลวดจะถูกลบออกโดยการลับมีดเบา ๆ ด้วยหินลับคมละเอียดหรือแท่งเซรามิกที่ลากไปตามหน้าแบนของใบมีดในมุมที่ตื้นมาก (5°–10°) ใช้การขีดเบาๆ 2-3 ครั้ง สลับด้าน พับขอบลวดไปมาจนหลุดออกอย่างหมดจด สำหรับใบมีดที่มีข้อกำหนดด้านคมมีดที่ละเอียดมาก ให้เหน็บเบาๆ บนสายหนังหลังลับคม อย่าออกแรงกดแรงๆ ระหว่างการลบคม — เป้าหมายคือการถอดขอบลวดออกโดยไม่ต้องเปลี่ยนมุมเอียงอย่างระมัดระวังหรือทำให้ปลายขอบโค้งมน
หลังจากการเจียรและการตรวจสอบแล้ว จะต้องทำความสะอาดและป้องกันใบมีดก่อนจัดเก็บหรือติดตั้งใหม่ สารหล่อเย็นที่ตกค้างบนพื้นผิวใบมีดจะทำให้เกิดปฏิกิริยาออกซิเดชันอย่างรวดเร็วหากไม่ขจัดออก โดยเฉพาะบนใบมีดเหล็กกล้าคาร์บอน
หลังจากถอดใบมีดออกแล้ว ให้ทำความสะอาดโต๊ะทำงานของเครื่องจักรและพื้นผิวที่ติดตั้ง ล้างระบบหล่อเย็นหากเครื่องจักรไม่ได้ใช้งานเป็นเวลานาน และปิดล้อเจียรเพื่อป้องกันการปนเปื้อน
แม้แต่ผู้ปฏิบัติงานที่มีประสบการณ์ก็ประสบปัญหาในการเจียร การทำความเข้าใจสาเหตุของแต่ละปัญหาทำให้สามารถวินิจฉัยและแก้ไขได้อย่างรวดเร็ว
| ปัญหา | สาเหตุน่าจะ | การดำเนินการแก้ไข |
|---|---|---|
| ขอบไม่เท่ากันตลอดความยาวใบมีด | Blade not clamped flat; ใบมีดโค้งคำนับ | Re-clamp; ตรวจสอบและแก้ไขคันชักใบมีดก่อนทำการเจียร |
| การเปลี่ยนสีเป็นสีน้ำเงินบนใบหน้าเอียง | ความร้อนสูงเกินไป; สารหล่อเย็นไม่เพียงพอ ระยะกินลึกหนักเกินไป | ลดความลึกของการตัด เพิ่มการไหลของน้ำหล่อเย็น ตรวจสอบล้อกระจก |
| รอยพูดคุยบนพื้นผิวดิน | ความเร็วในการเคลื่อนที่สูงเกินไป ความไม่สมดุลของล้อ อุปกรณ์ติดตั้งหลวม | ลดความเร็วในการหมุน; ความสมดุลหรือวงล้อชุด ตรวจสอบความแน่นของแคลมป์ |
| การบรรทุกล้อ (ป้ายหน้าล้อ) | ล้อละเอียดหรือแข็งเกินไปสำหรับวัสดุใบมีด สารหล่อเย็นไม่เพียงพอ | ชุดล้อ; เปลี่ยนไปใช้ล้อเกรดหยาบหรือนุ่มกว่า |
| ขอบบิ่นหลังจากการเจียร | มุมเอียงเฉียบพลันเกินไป ใบมีดเหล็กเปราะเนื่องจากความร้อนสูงเกินไป | เพิ่มมุมเอียง ตรวจสอบความเสียหายจากความร้อนและปรับอุณหภูมิใหม่หากจำเป็น |
| พื้นผิวไม่สอดคล้องกันตลอดความกว้าง | ล้อไม่แต่งจริง การเอียงโต๊ะไม่ถูกต้อง | ชุดล้อ; ตรวจสอบและรีเซ็ตมุมเอียงของตารางอีกครั้ง |
การเจียรเกี่ยวข้องกับการใช้สารกัดกร่อนที่หมุนด้วยความเร็วสูง ชิ้นงานที่มีขอบคม และอนุภาคโลหะที่ลอยอยู่ในอากาศ การปฏิบัติตามหลักปฏิบัติด้านความปลอดภัยจะช่วยปกป้องผู้ปฏิบัติงานและรับประกันผลลัพธ์ที่สม่ำเสมอ
คุณภาพของกระบวนการเจียรด้วยมีดแบบตรงนั้นขึ้นอยู่กับการออกแบบและสายเลือดการผลิตของเครื่องจักรโดยตรง เครื่องเจียรมีดตรงซีรีส์ MDD สร้างขึ้นเพื่อรองรับใบมีดตรงอุตสาหกรรมขนาดยาวทุกประเภท รวมถึงใบมีดที่ใช้ในอุตสาหกรรมกระดาษ การพิมพ์ งานไม้ สิ่งทอ อาหาร ป่าไม้ และพลาสติก คุณสมบัติการออกแบบที่สำคัญ ได้แก่ โต๊ะทำงานและระบบฟิกซ์เจอร์ที่สร้างขึ้นโดยเฉพาะซึ่งรักษาเสถียรภาพของใบมีดตลอดความยาวทั้งหมดของขั้นตอนการเจียร เทคโนโลยีการเจียรแบบขัดขั้นสูงที่ให้พื้นที่สัมผัสระหว่างล้อต่อใบมีดขนาดใหญ่เพื่อประสิทธิภาพสูง และระบบการจัดการความร้อนที่มีประสิทธิภาพซึ่งควบคุมการสร้างความร้อนเพื่อปกป้องโลหะวิทยาของใบมีด
Jiangsu Best CNC Machinery Co., Ltd. ซึ่งเป็นผู้ผลิตที่อยู่เบื้องหลัง MDD Series ได้นำเข้ามา 35 ปีของความเชี่ยวชาญในการผลิตเครื่องลับคม ให้กับกลุ่มผลิตภัณฑ์นี้ บริษัทดำเนินงานในฐานะฐานการผลิตเครื่องลับคมระดับมืออาชีพที่ใหญ่ที่สุดของจีน โดยมีหน้าที่รับผิดชอบในการร่างมาตรฐานระดับชาติสำหรับเครื่องลับคมในประเทศจีน ซึ่งเป็นความรับผิดชอบที่สะท้อนถึงความลึกทางเทคนิคและจุดยืนทางอุตสาหกรรมของทีมวิศวกร บริษัทถือ การรับรองระบบคุณภาพ ISO 9001 และการรับรอง CE และผลิตภัณฑ์ของบริษัทมีใบอนุญาตส่งออกไปยังตลาดต่างประเทศ ความสามารถภายในบริษัทครอบคลุมการวิจัยและพัฒนา การตัดเฉือนที่มีความแม่นยำ การทดสอบ การประกอบ และการติดตั้งและการว่าจ้างอุปกรณ์ เพื่อให้มั่นใจว่าเครื่องจักรทุกเครื่องมอบประสิทธิภาพและความสามารถในการทำซ้ำตามที่การเจียรใบมีดอุตสาหกรรมต้องการ
กระบวนการเจียรด้วยมีดตรงที่สมบูรณ์สามารถสรุปได้เป็นลำดับเก้าขั้นตอน โดยแต่ละขั้นตอนจะอยู่ลำดับสุดท้ายเพื่อให้แน่ใจว่าผลลัพธ์ที่ปลอดภัย มีประสิทธิภาพ และมีคุณภาพสูง:
การปฏิบัติตามกระบวนการนี้อย่างสม่ำเสมอ — ด้วยความใส่ใจในรายละเอียดการตั้งค่าแต่ละจุดและจุดตรวจสอบคุณภาพ — ช่วยให้ผู้ปฏิบัติงานบรรลุเป้าหมาย ผลลัพธ์ของคมตัดที่มีความแม่นยำสูงและทำซ้ำได้กับใบมีดประเภทต่างๆ และการใช้งานทางอุตสาหกรรม พร้อมปกป้องทั้งอายุการใช้งานของใบมีดและความสมบูรณ์ของตัวเครื่องเจียรด้วย

• เครื่องเจียรมีด CNC ใช้การควบคุมโปรแกรม PLC ซึ่งใช้งานง่าย รวดเร็ว มีเสถียรภาพ เชื่อถือได้ และเ...
See Details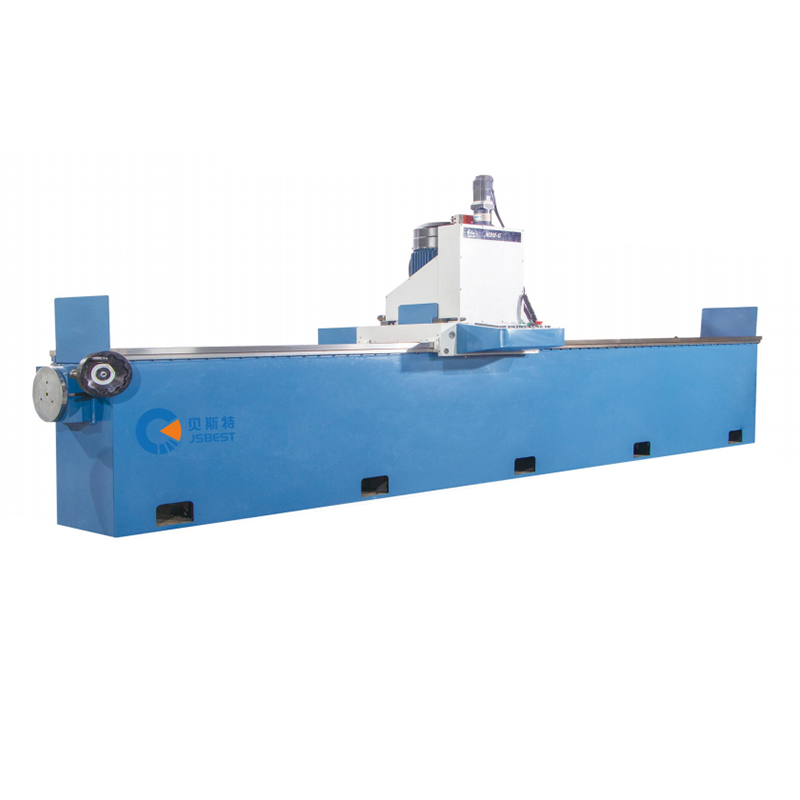
• เครื่องทั้งหมดใช้โครงสร้างการเชื่อมแบบโครงสำหรับตั้งสิ่งของที่มีความแข็งแรงสูง โดยมีโครงสร้างโด...
See Details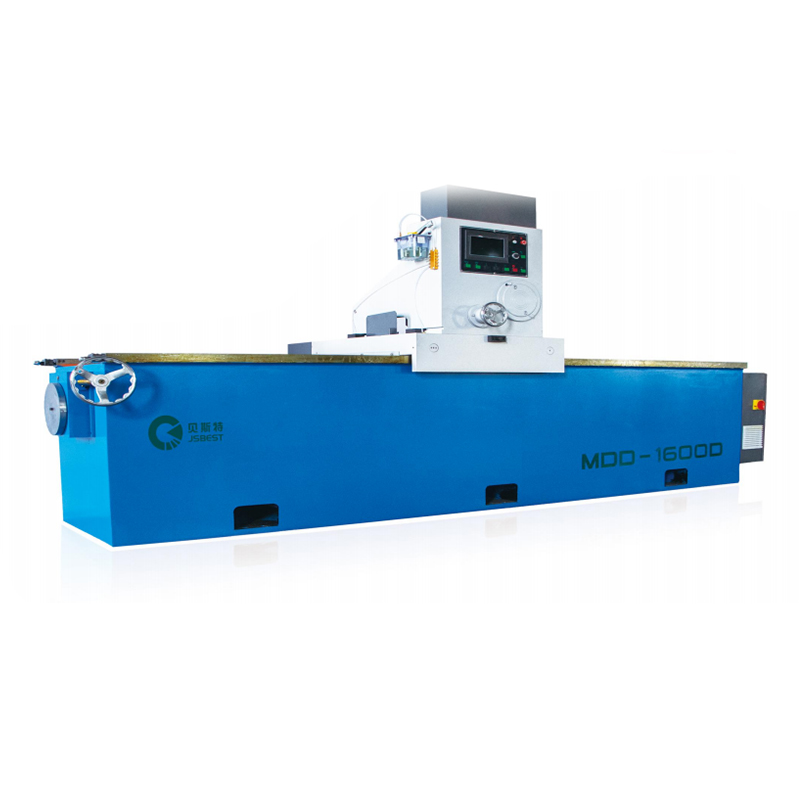
• เครื่องบดใช้เตียงแบบโครงสำหรับตั้งสิ่งของ การเชื่อมแผ่นเหล็กคุณภาพสูง การอบคืนตัวที่อุณหภูมิสูง...
See Details
• ใช้โครงสร้างเหล็กเชื่อมที่มีความแข็งแรงสูงเพื่อขจัดความเครียดภายใน ของเตียงเครื่องจักรหล...
See Details
เครื่องกัดและเจียรผิวสำหรับงานหนักเป็นอุปกรณ์การประมวลผลที่มีประสิทธิภาพซึ่งรวมฟังก์ชันการกัดและก...
See Details
คุณสมบัติโครงสร้างเครื่องบดมีด CNC แบบวงกลม: • ความแม่นยำในการเจียรสูง แกนหมุนและการหมุนของแกน...
See Details
การออกแบบเครื่องเจียรมีดทรงกลมมาตรฐานให้ความสำคัญกับการใช้พื้นที่อย่างสมเหตุสมผล ขนาดกะทัดรัดและฐ...
See Details
เครื่องเจียรมีดทรงกลมสำหรับงานหนักใช้เตียงหล่อในตัวที่มีโครงสร้างที่แข็งแรง ซึ่งสามารถทนต่อแรงกดด...
See Detailsเรียนรู้เกี่ยวกับข้อมูลนิทรรศการอุตสาหกรรมและกิจกรรมล่าสุดในบริษัทของเรา





